
Реклама

Популярные статьи
Календарь
Реклама
Стенд для выпрессовки запорного кольца подшипника полуоси мостаОпубликовано: 02.09.2018 Для замены подшипника полуоси необходимо снятие запорного кольца. Его можно сбить молотком, предварительно нагрев кольцо паяльной лампой, сточив на наждаке или распилив ножовкой. Но так полуось легко повредить. Стенд для выпрессовки запорного кольца подшипника полуоси и проверки качества его напрессовки, чертежи и размеры.Достаточно простое приспособление для выпрессовки запорного кольца вместе с подшипником полуосей автомобилей ВАЗ представлено на рисунке ниже. В отверстия фланца полуоси, предназначенные для болтов крепления колес, ввертываются два упора. На подшипник надевается скоба, как показано на рисунке. Выпрессовка производится винтами, при этом запорное кольцо выпрессовывается подшипником. Винты и упоры необходимо обработать термически до твердости 40-45 HRC. Выпрессовка запорного кольца подшипника полуосей автомобилей ВАЗ.
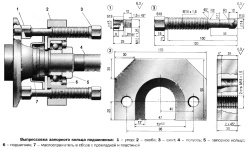
Более сложное приспособление (стенд) представлено на рисунке ниже. Приспособление позволяет не только выпрессовывать запорное кольцо с подшипником, но и контролировать его запрессовку. После запрессовки кольца (усилие запрессовки для автомобилей ВАЗ не более 6000 кгс) необходимо убедиться в том, что оно не будет смещаться под осевой нагрузкой в 2000 кгс. Стенд для выпрессовки запорного кольца подшипника полуоси и проверки качества его напрессовки.
Проверку рекомендуется проводить при помощи приспособления A.95601/R. Приспособление это достаточно сложное, с литой массивной станиной и предназначено только для контроля запрессовки запорного кольца. Предлагаемое приспособление более универсально (можно производить контроль запрессовки и выпрессовку) и более простое. Оно закрепляется на верстаке при помощи двух болтов М10, ввертываемых в болты стенда. Полуось в сборе с подшипником и запорным кольцом устанавливается в разъемную опору, шлицевой конец ее входит во втулку опоры. Далее, положив верхнюю тягу, затягиваем гайки. В разъемной опоре углубления выполнены так, что усилие выпрессовки будет передаваться прежде всего на запорное кольцо, что и требуется при контроле запрессовки. При выпрессовке после сдвига запорного кольца начинает перемещаться и подшипник. Отсутствие смещения запорного кольца под осевой нагрузкой в 2000 кгс контролируется индикатором по перемещению фланца полуоси. Индикатор выставляется на ноль при крутящем моменте на винте примерно 2-5 кгсм (для выборки зазоров и создания «жестких стыков»). Перемещение стрелки индикатора при увеличении осевой силы еще не говорит о смещении запорного кольца относительно полуоси — это результат упругих деформаций деталей приспособления. После достижения момента 9,6 кгсм или усилия на ключе (S27) 32 кгс отворачиваем винт и убеждаемся, что стрелка индикатора вернулась в нулевое положение. Возвращение стрелки и говорит об отсутствии смещения запорного кольца. Запорная втулка, размеры.
Осевое усилие (2000 кгс) контролируют динамометрическим ключом по моменту затяжки винта приспособления. С учетом параметров метрической резьбы и при коэффициенте трения в резьбе 0,1 этот момент будет равен М=0,2Qd=9,6 кгсм, где Q=2000 кгс, d=0,024 м, номинальный диаметр резьбы. При «плече» ключа S27, равном 300 мм и осевом усилии 2000 кгс получим на ключе 32 кгс. Для уменьшения трения и для того, чтобы не повредить центровое отверстие полуоси, в винт устанавливается и завальцовывается шарик диаметром 15,875 мм (5/8″) или 16 мм, из старых подшипников или ШРУСов. Тяги можно изготовить из любой стали. Для запрессовки подшипника и втулки потребуется труба длиной 600 мм с внутренним диаметром 30,5-32 мм, можно воспользоваться и водопроводной трубой 1 1/4 дюйма (наружный диаметр — 42,3 мм, внутренний — 34,3 мм). Если «фирменный» запорной втулки нет, ее можно изготовить. Перед запрессовкой втулку нагревают до 285-325 градусов. Температуру определяют по сине-фиолетовому цвету побежалости . Если цвет каления красный и различим в темноте, то это уже около 500 градусов. По материалам книги «Приспособления для ремонта автомобилей». Росс Твег.Похожие Статьи : |


|
Все права принадлежат сайту www.teamviewer64.ru

|